openpnp |
您所在的位置:网站首页 › openPnP y轴校正 › openpnp |
openpnp
|
文章目录
openpnp - 吸嘴站(Nozzle Tip Changer)的选择概述磁铁吸嘴库带抱轴的吸嘴库我的吸嘴库选择我的吸嘴库实现 - 磁铁吸嘴库吸嘴座主体吸嘴座上盖我的吸嘴库实现 - 带抱轴的吸嘴库吸嘴座主体拔吸嘴时的受力挡板抱轴层上盖备注抱手版刀库实际效果自动换刀的实验参数记录补充 - 3D打印的弹性零件件用不住磁铁吸附版本的吸嘴库吸嘴库主体磁铁仓盖板塑料的磁体仓盖板好使END
openpnp - 吸嘴站(Nozzle Tip Changer)的选择
概述
如果板子上有不同大小的料, 就会使用多个吸嘴, 同时使用吸嘴库来配合自动换刀(吸嘴). 查了资料, 吸嘴库大致分为3种: 电动吸嘴库, 磁铁吸嘴库, 带抱轴的吸嘴库. 我设备上自带的吸嘴库是电动吸嘴库. 冰沙主板用开关量来控制电磁铁动作, 电磁铁连杆拉开吸嘴库顶部盖板, 然后N1/N2来取放吸嘴. 这种电动吸嘴库使用和校验是比较方便的(只需要定义通讯的action来控制主板开关量, 动作只有定位, 降低, 抬高这3种), 但是有以下缺点: 电磁铁通电时间不能超过30秒, 否则电磁铁烧毁. 同学在调试设备时, 不小心, 让电磁铁通电超过了30秒, 已经烧毁了, 闻到糊味, 他才知道主板控制电磁铁的开关量一直开着.比较占地方, 吸嘴库是放在设备工作平面上的. 像我这个电动吸嘴库, 只能放6(3x2)个吸嘴. 同学说, 我可以改一版, 将吸嘴库的座子改为3x4, 那样就可以放12个吸嘴. 那我还是担心第一个通电时间的缺点, 这个解决不了, 还是很心虚的. 磁铁吸嘴库国内的openpnp玩家, 经常使用这个方案. 纯机械吸嘴库的座子, 里面加了条形磁铁, 让归位的吸嘴轴被磁铁固定, 下次取放吸嘴的时候, 坐标比较确定. 这个方案简单可行. 缺点: 对吸嘴会做磁化, 如果吸取一些对磁敏感的元件, 有可能对元件造成损坏.只适合金属吸嘴, 如果以后买了陶瓷吸嘴, 这个吸嘴座就失效了, 无法对非金属吸嘴进行磁吸固定. 带抱轴的吸嘴库查资料时, 看到开源的方案中, 有带抱轴的吸嘴库. 这种方案, 是纯机械的吸嘴座. 使用了多层3D打印件组合在一起用. 吸嘴座主体 + 拔起吸嘴时的档板层 + 吸嘴归位处的抱轴扶手(吸嘴X/Y方向移动到抱轴中心时, 吸嘴会被2个抱轴扶手固定住) + 顶层盖板. 这种方案, 理论上是比较好的. 看不出有啥缺点. 我的吸嘴库选择我没有选择电动吸嘴库.电磁铁最多只能通电30秒, 这个还是挺心虚的. 对磁铁吸嘴库和带抱轴的吸嘴库, 我分别做了对应的版本. 已经送出去加工了, 等回来试试. 受限于已有的机械结构设计, 吸嘴库面积只能为 136.5mm x 70.2mm, 这样最多可以做一个装12个吸嘴的吸嘴库.
抱轴层上面, 在吸嘴停靠处挖了0.3mm的一片区域, 是为了让抱手自由的活动. 抱轴层下面是平的, 是由下面的零件(拔吸嘴时的受力挡板)挖空了0.3mm的抱手区域, 让抱手能自由活动. 单个吸嘴轴的抱手的设计如下: 补充 - 一边小0.3mm, 固定性能不太好. 看了开源版本, 大概比直径小20%差不多作为抱手窄的宽度为好. 现在改了一个版本, 一边小了1mm(抱手直径10.1mm, 抱手窄处宽度为8.1mm), 等做回来试试. 上盖
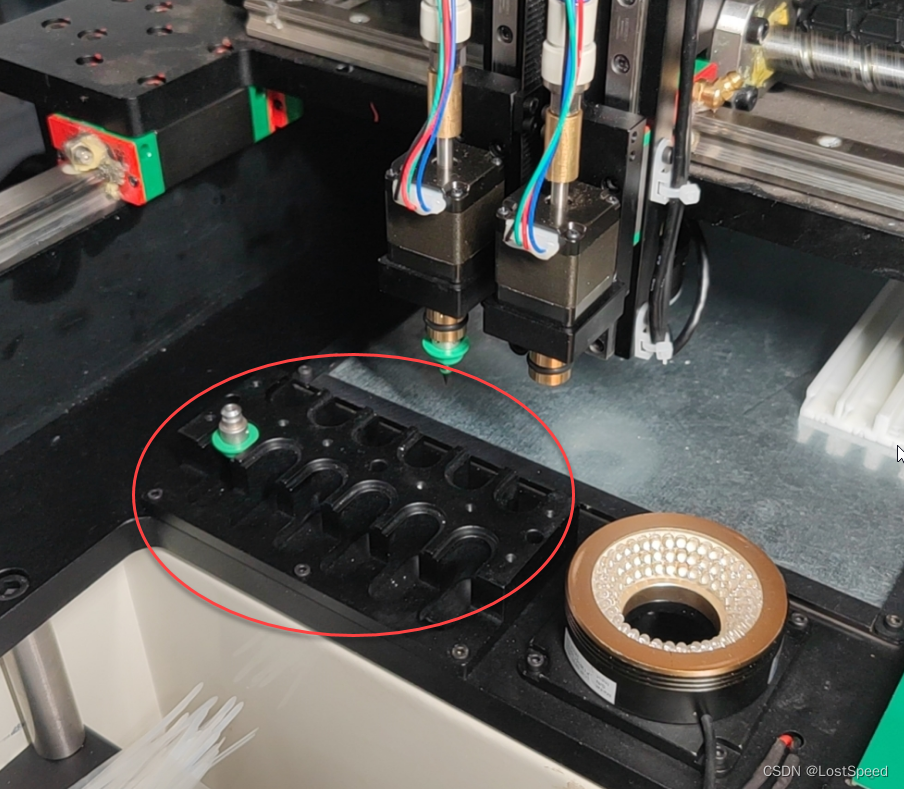
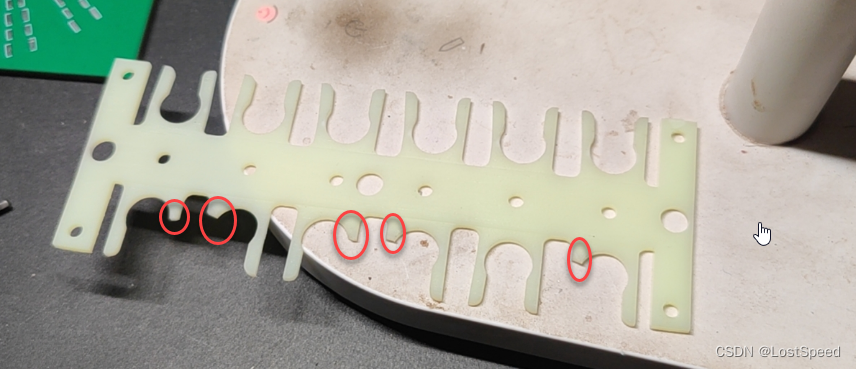
和同学讨论时, 他说其实吸嘴库的设计大概齐就行, 重点不在这里. 为了保证换吸嘴时的成功率, 应该改进N1/N2上带的吸嘴座子. 现在市面上只有一种通用的吸嘴座子(黄铜中空圆柱[外部带环形槽] + 3个滚珠 + 橡胶固定圆环). 刚开始玩, 没弄这么深入, 以后如果遇到换吸嘴的成功率问题, 再研究实验. 不过, 看开源的资料, 好像都没提到换吸嘴的成功率问题. 感觉, 只要设备稳, 自动换刀初始化时工作做的精细, 保证对刀的坐标(X, Y, Z), 同时吸嘴库停靠位置的吸嘴坐标不变, 理论上就是可以保证换刀会成功的. 抱手版刀库实际效果零件都到货后, 装完了.
抱手层是用来固定吸嘴中部轴的关键零件, 试了一下, 很容易弯曲后引起永久变形(无法再将吸嘴轴稳稳的抱住), 弹性不足, 强度也不足, 容易折断. 上一步试了带抱手层的吸嘴库, 由于抱手层用不住. 现在只能采用磁铁吸附方式的吸嘴库. 这个比电磁铁的版本好(安全, 不会因为意味情况起火). 上一个磁铁吸附版本也试了一下, 由于磁铁(4x6x10mm)没有将厚度充磁方向对准吸嘴轴, 导致磁力比较小. 改了一个版本.
|

 磁铁藏在上盖中, 对应吸嘴中部轴的位置. 磁铁位置如果不对应吸嘴中部, 会导致吸嘴被磁吸后歪斜, 就无法用N1/N2来取放吸嘴了. 这个版本只有2个零件(主体 + 上盖)
磁铁藏在上盖中, 对应吸嘴中部轴的位置. 磁铁位置如果不对应吸嘴中部, 会导致吸嘴被磁吸后歪斜, 就无法用N1/N2来取放吸嘴了. 这个版本只有2个零件(主体 + 上盖)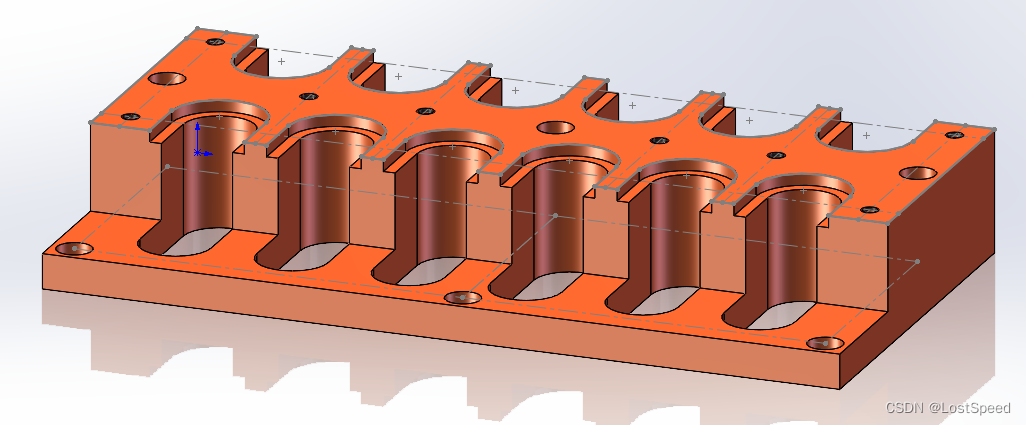
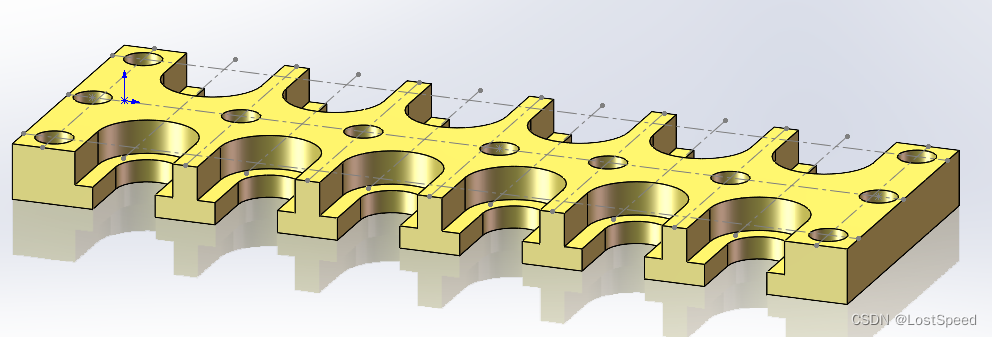
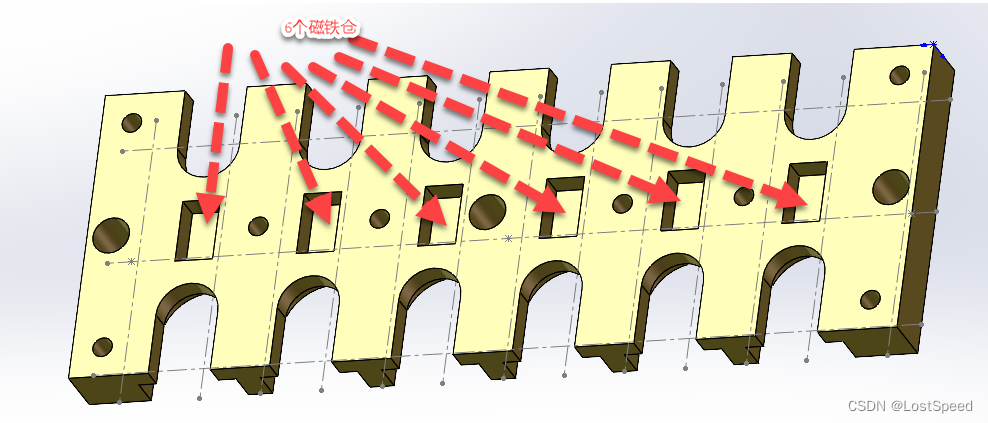 上盖中有6个磁铁仓, 使用的磁铁是长方形磁铁(6mm x 4mm x 10mm), 磁铁的厚度基本和产生的吸附距离相当. 2mm厚的磁铁的最大吸附距离为2mm 4mm厚的磁铁的最大吸附距离为4mm 磁铁充磁方向一般为厚度充磁, 如果使用厚度方向的2个面(6mm x 10mm的那个面), 会产生更大的吸附磁力. 但是由于空间所限, 只能使用(4mm x 6mm)的那个面.
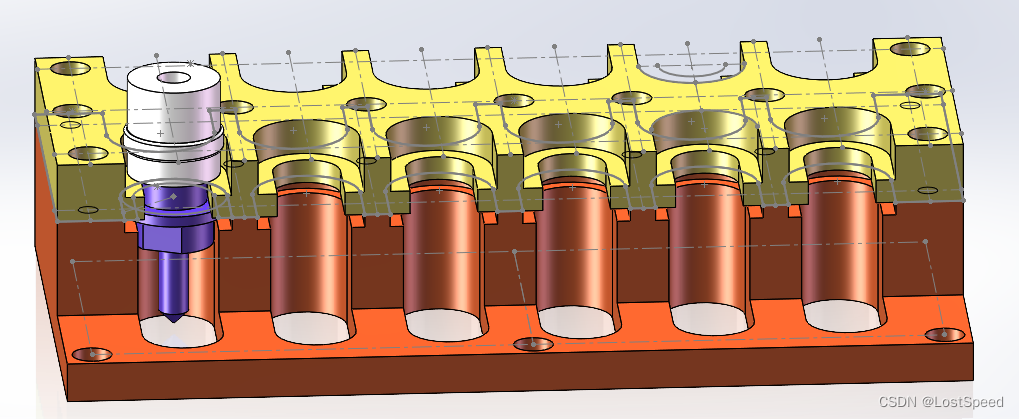
上盖中有6个磁铁仓, 使用的磁铁是长方形磁铁(6mm x 4mm x 10mm), 磁铁的厚度基本和产生的吸附距离相当. 2mm厚的磁铁的最大吸附距离为2mm 4mm厚的磁铁的最大吸附距离为4mm 磁铁充磁方向一般为厚度充磁, 如果使用厚度方向的2个面(6mm x 10mm的那个面), 会产生更大的吸附磁力. 但是由于空间所限, 只能使用(4mm x 6mm)的那个面. 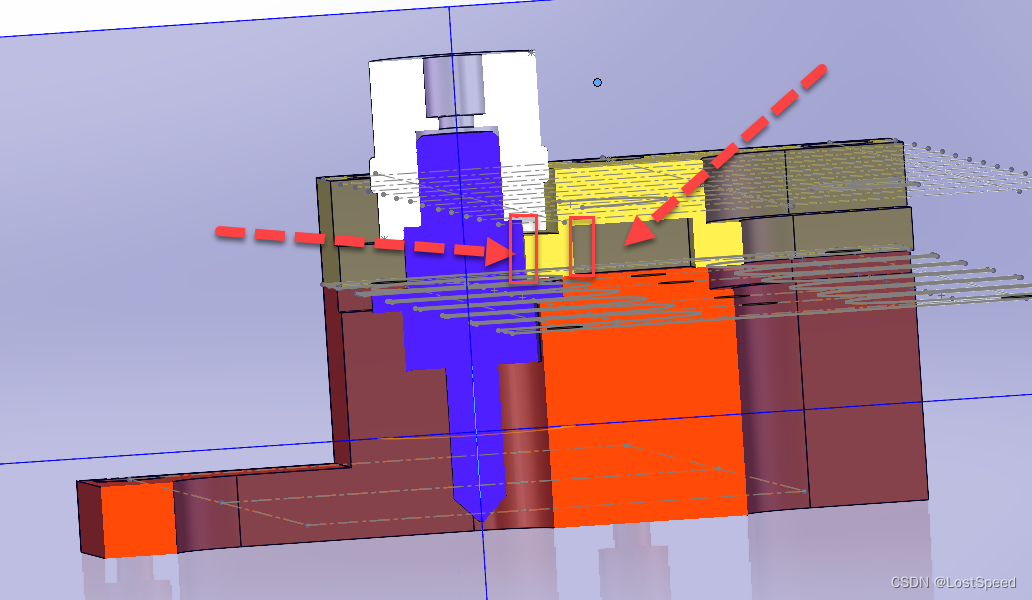 观察吸嘴中部固定轴和对应磁铁的刨面, 可以看到, 只有磁铁位于吸嘴中部的轴, 才能在吸附后, 保持吸嘴的垂直. 同时, 也要保持吸嘴中部轴和座子之间, 要有一个宽度(2~4mm)的环形支撑, 才能保证吸嘴被磁吸后, 保持垂直.
观察吸嘴中部固定轴和对应磁铁的刨面, 可以看到, 只有磁铁位于吸嘴中部的轴, 才能在吸附后, 保持吸嘴的垂直. 同时, 也要保持吸嘴中部轴和座子之间, 要有一个宽度(2~4mm)的环形支撑, 才能保证吸嘴被磁吸后, 保持垂直.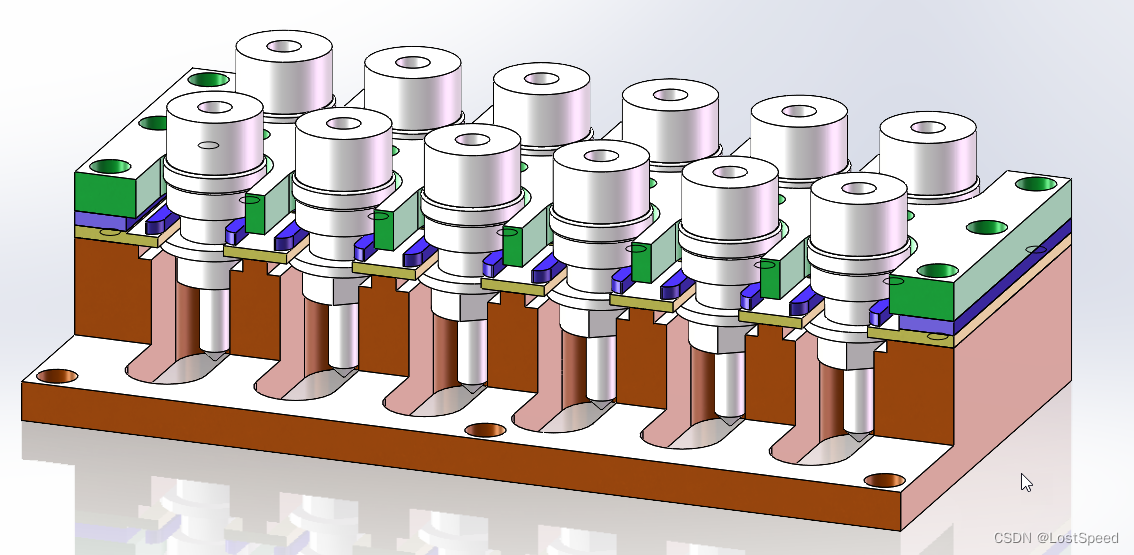 这个版本有4个零件(吸嘴座主体 + 拔吸嘴时的受力挡板 + 抱轴层 + 上盖) 我倾向于用这个版本, 以后换陶瓷吸嘴就不受影响了.
这个版本有4个零件(吸嘴座主体 + 拔吸嘴时的受力挡板 + 抱轴层 + 上盖) 我倾向于用这个版本, 以后换陶瓷吸嘴就不受影响了.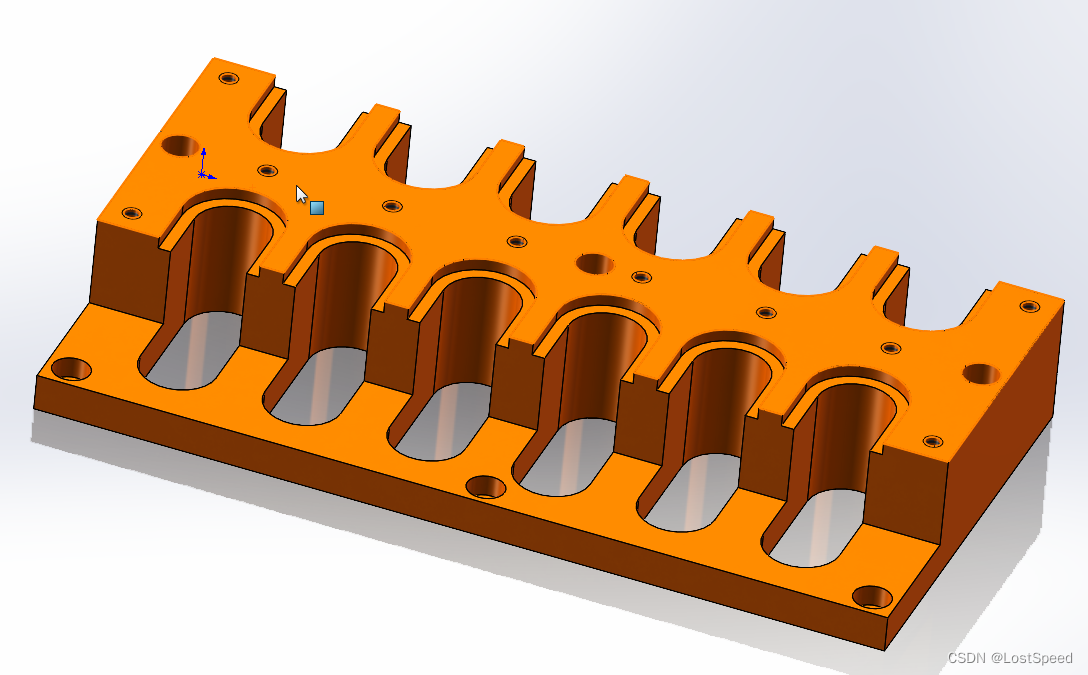 吸嘴座主体和磁铁版的并无不同, 材料为6061.
吸嘴座主体和磁铁版的并无不同, 材料为6061.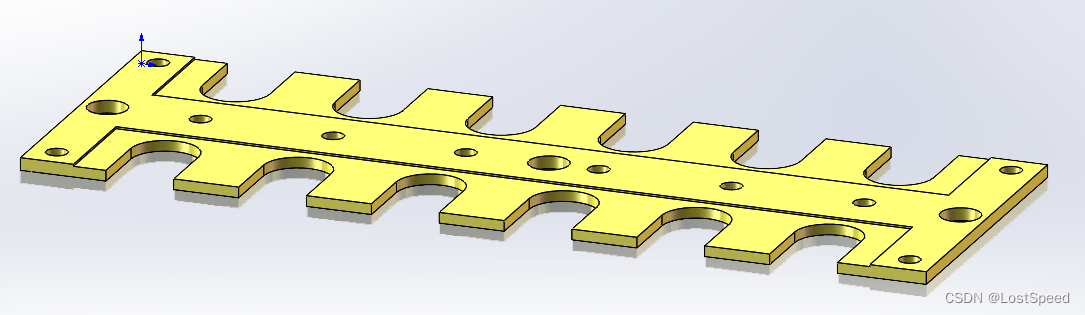 开源资料上都是3D打印的, 但是为了能用的久一点. 这里采用了304不锈钢. 初步询价, 做一个80RMB. 挺贵的. 在放吸嘴的位置, 向下挖了0.3mm的一大片区域, 是为了让上面的抱手层能自由活动.
开源资料上都是3D打印的, 但是为了能用的久一点. 这里采用了304不锈钢. 初步询价, 做一个80RMB. 挺贵的. 在放吸嘴的位置, 向下挖了0.3mm的一大片区域, 是为了让上面的抱手层能自由活动.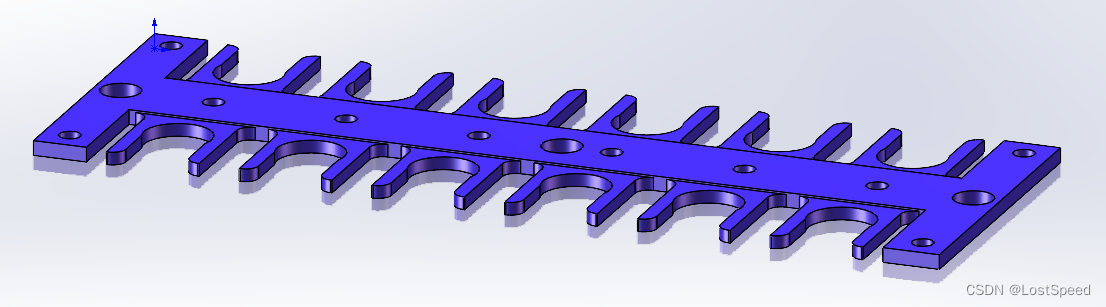
 这个零件, 因为不太确定抱手是否能在吸嘴靠入时, 灵活的带一定韧性的接纳吸嘴轴, 我做了3个材料(3201PA-F, 8001半透明, 8228)的版本, 等回来试试. 本来想再做一个8001透明的试试, 一看比8001半透明贵了太多. 算了.
这个零件, 因为不太确定抱手是否能在吸嘴靠入时, 灵活的带一定韧性的接纳吸嘴轴, 我做了3个材料(3201PA-F, 8001半透明, 8228)的版本, 等回来试试. 本来想再做一个8001透明的试试, 一看比8001半透明贵了太多. 算了.  补充 : 3201PA-F做出来效果不好, 有点变形, 软塌塌的. 零件装上了, 零件抱手位置, 随着重力向下有点垂, 硬度不太好. 8001, 8228看起来韧性挺好的, 具体还没试.
补充 : 3201PA-F做出来效果不好, 有点变形, 软塌塌的. 零件装上了, 零件抱手位置, 随着重力向下有点垂, 硬度不太好. 8001, 8228看起来韧性挺好的, 具体还没试.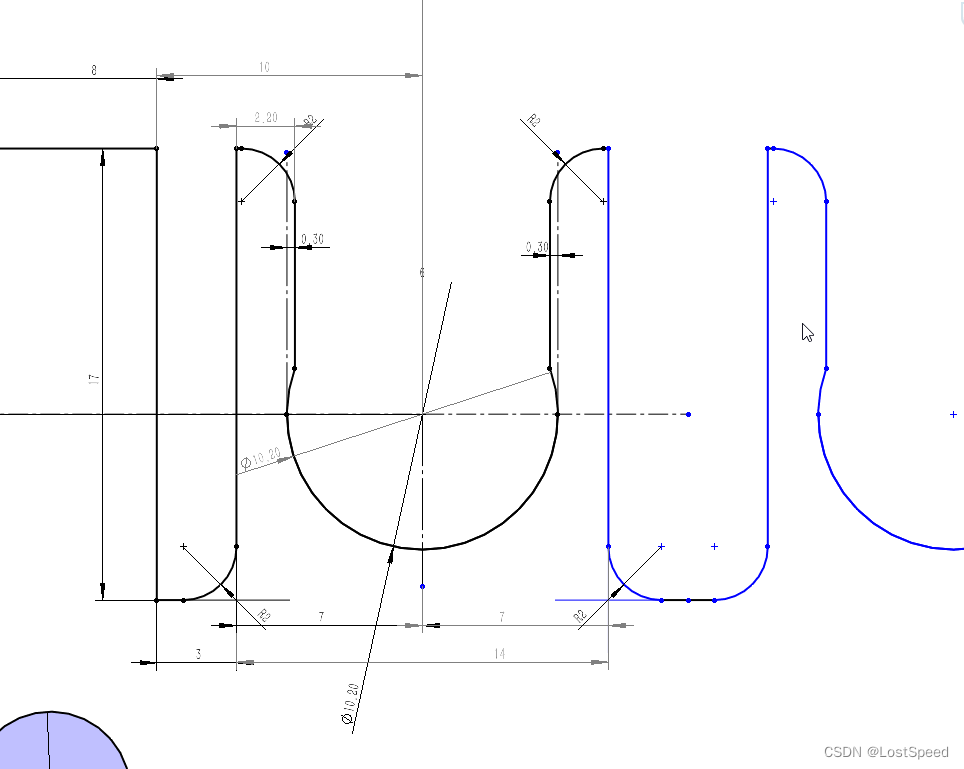 让2个抱手的间距比吸嘴轴直径, 一边小一点. 开源资料上, 一边小了0.6mm. 我这里改为了一边小0.3mm. 只要保证吸嘴不会因为设备的震动或者其他轻微外力, 从抱手轴中心移动出去就行. 用抱手来保证吸嘴在停靠位置的坐标不变.
让2个抱手的间距比吸嘴轴直径, 一边小一点. 开源资料上, 一边小了0.6mm. 我这里改为了一边小0.3mm. 只要保证吸嘴不会因为设备的震动或者其他轻微外力, 从抱手轴中心移动出去就行. 用抱手来保证吸嘴在停靠位置的坐标不变.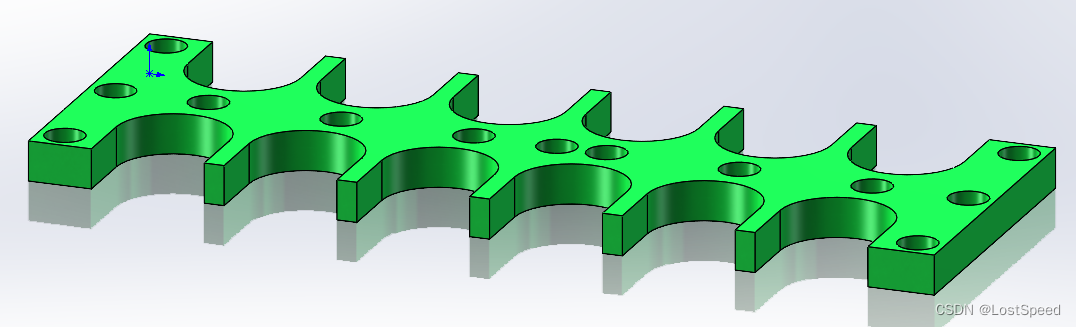 上盖跟磁铁版的并无不同.上下都是平的.
上盖跟磁铁版的并无不同.上下都是平的. 用吸嘴手工试了一下, 抱手层好像力量稍微小了点. 试试吧, 如果不行, 再用3D打印做个抱手层.
用吸嘴手工试了一下, 抱手层好像力量稍微小了点. 试试吧, 如果不行, 再用3D打印做个抱手层.
 暂时先采用大家都用的磁吸方式的吸嘴库.
暂时先采用大家都用的磁吸方式的吸嘴库.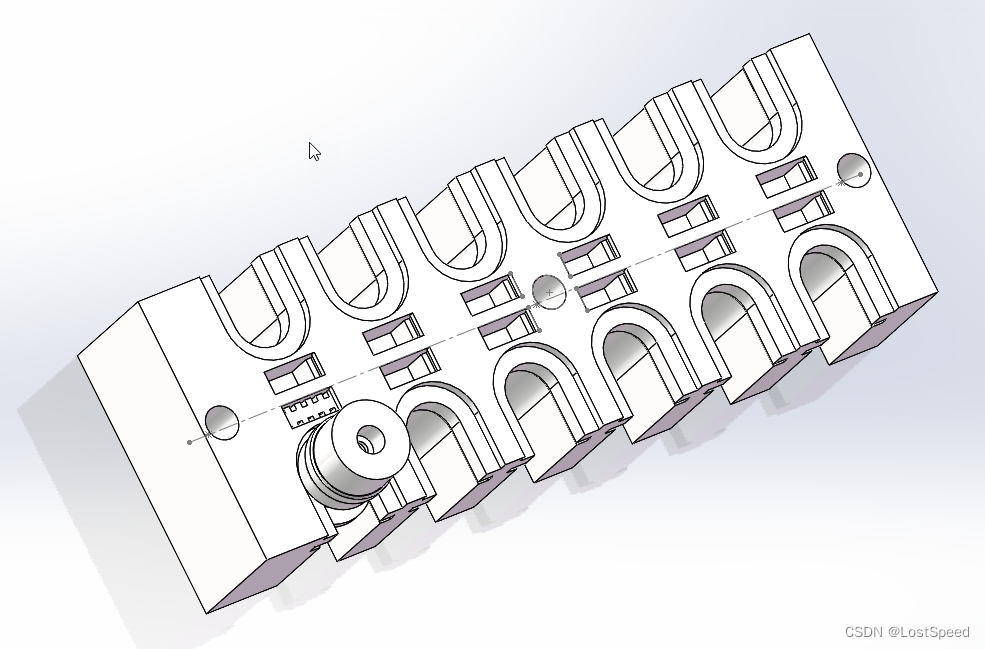 这个版本只有2个零件: 吸嘴库主体 磁铁仓盖板 没有采用螺丝来固定磁铁仓盖板. 已经做了几版使用螺丝的3D打印件, 发现螺丝其实是一次性的. 只要想底孔中拧入螺丝, 螺纹是硬挤出来的. 只要退出螺丝, 再次拧入, 就没法再带力了. 所以这次尝试使用塑料变形效应来插入挡板, 不用螺丝了. 不过, 如果没有地方可以卡挡板, 那还得用螺丝. 3D打印版本和机加版本是不一样的, 是2套图纸.
这个版本只有2个零件: 吸嘴库主体 磁铁仓盖板 没有采用螺丝来固定磁铁仓盖板. 已经做了几版使用螺丝的3D打印件, 发现螺丝其实是一次性的. 只要想底孔中拧入螺丝, 螺纹是硬挤出来的. 只要退出螺丝, 再次拧入, 就没法再带力了. 所以这次尝试使用塑料变形效应来插入挡板, 不用螺丝了. 不过, 如果没有地方可以卡挡板, 那还得用螺丝. 3D打印版本和机加版本是不一样的, 是2套图纸.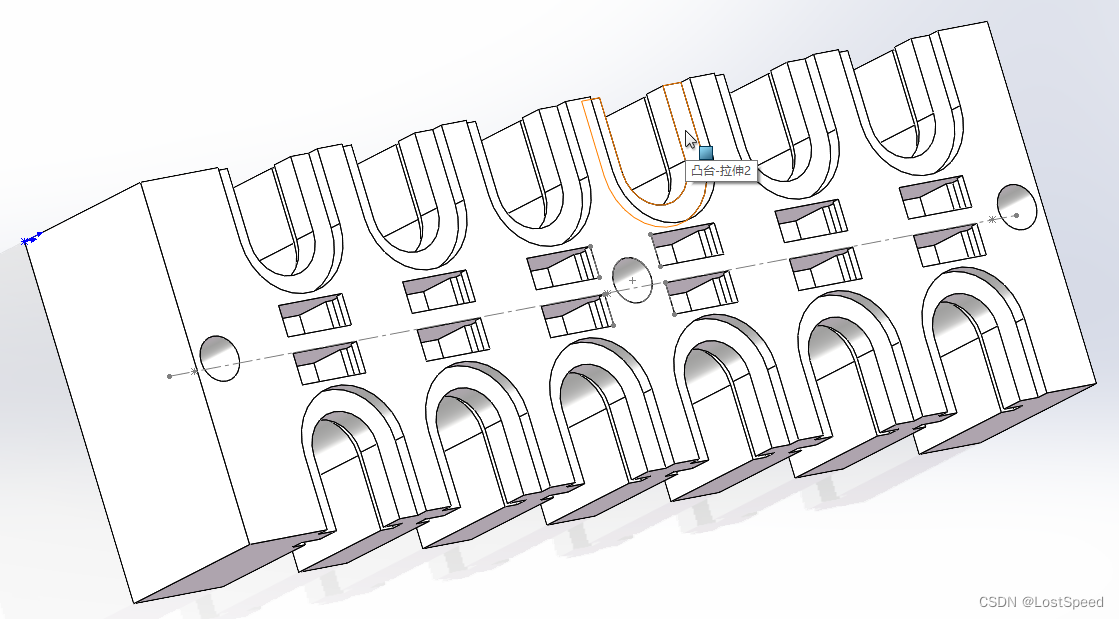
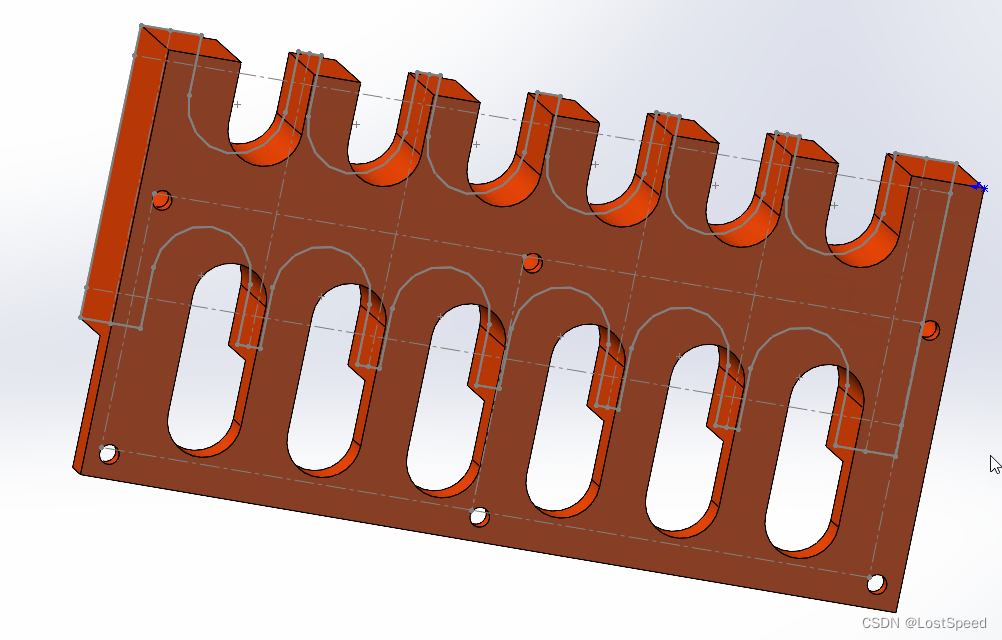
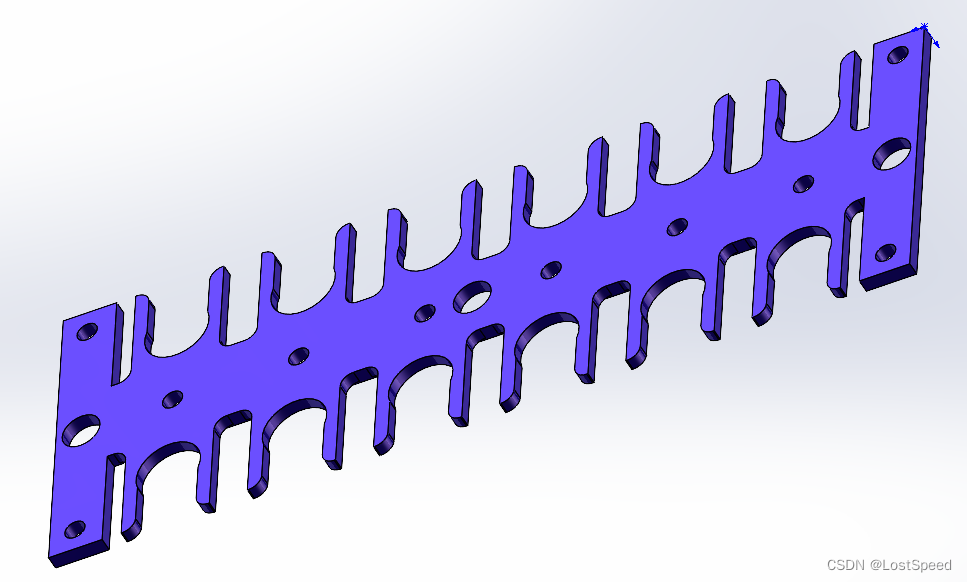
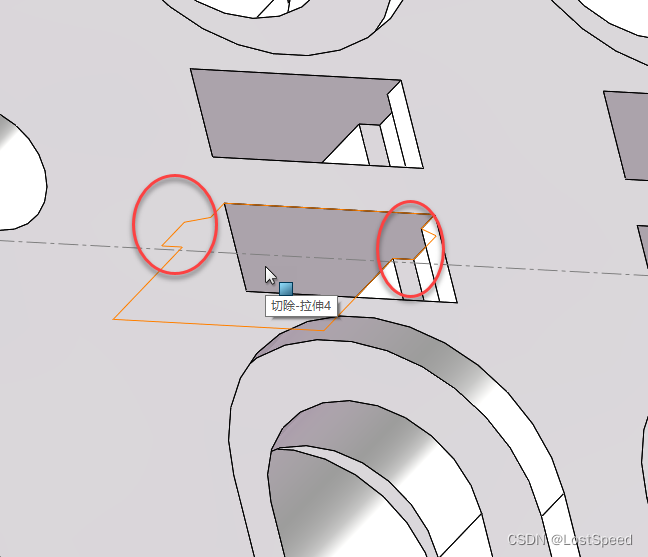 磁铁仓卡槽的样子如上.
磁铁仓卡槽的样子如上.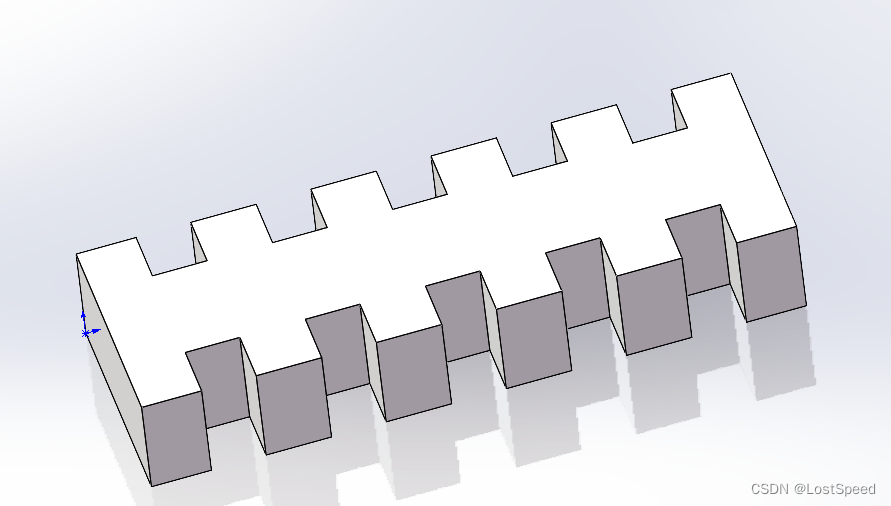 等做回来试试. 算上机加的版本, 现在吸嘴站已经做了5版了, 折腾死了, 都是坑.
等做回来试试. 算上机加的版本, 现在吸嘴站已经做了5版了, 折腾死了, 都是坑.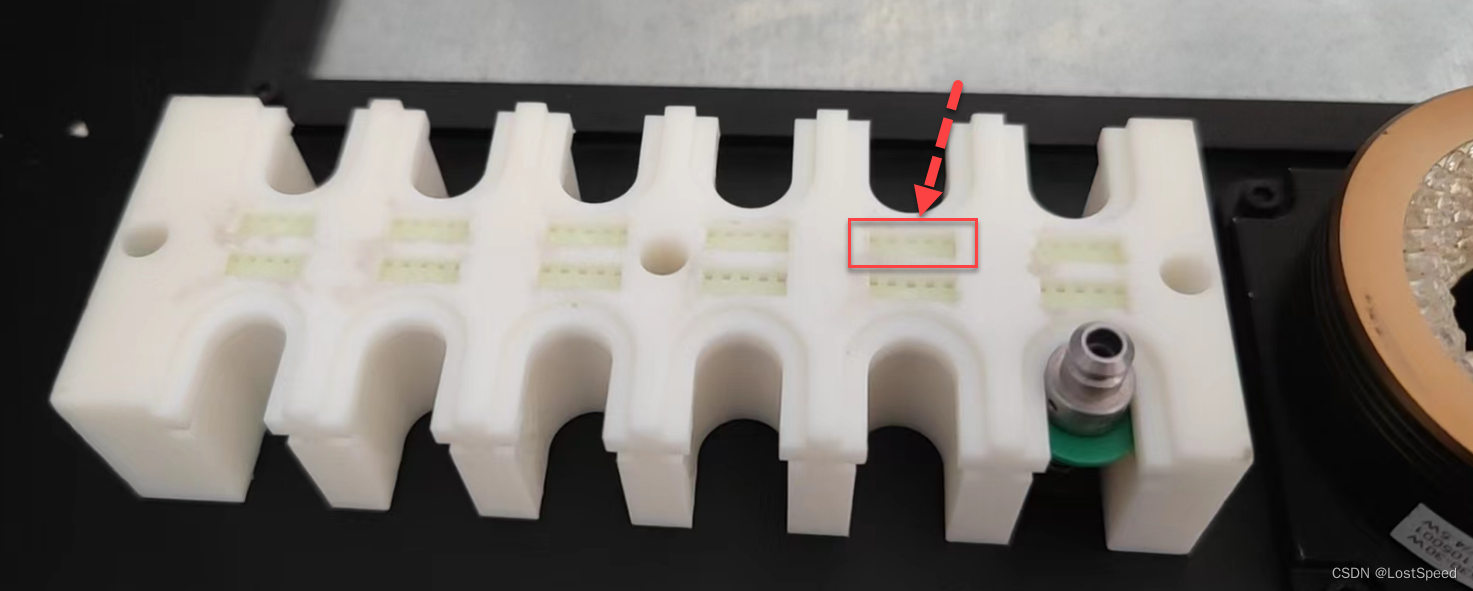 先装入所有磁铁. 将塑料的磁体仓盖板的一边推入磁铁仓盖板卡槽, 然后用平口起子将盖板中间和此贴表面压平. 这时盖板就变弯了. 将变弯的盖板拿出来, 翻个面, 再将一边推入盖板, 这时盖板的中部就向上弯曲了. 用起子挡住磁铁仓另一边的内壁, 然后用手向下弯曲盖板的另一边, 起子配合着向内轻轻的翘. 此时, 盖板的另一边就压入磁铁仓另一边的内壁了. 用起子将刚压入的一边压平, 然后再将盖板弯曲的部分压平, 此时, 盖板就装好了. 因为盖板是塑料的3D打印件, 一次性的, 不考虑取出盖板的问题. 如果要取出盖板, 就需要多打印几个盖板. 然后用尖嘴钳子剪断已经装入的盖板, 破坏性的拆除. 然后再换磁铁, 再压入新的盖板.
先装入所有磁铁. 将塑料的磁体仓盖板的一边推入磁铁仓盖板卡槽, 然后用平口起子将盖板中间和此贴表面压平. 这时盖板就变弯了. 将变弯的盖板拿出来, 翻个面, 再将一边推入盖板, 这时盖板的中部就向上弯曲了. 用起子挡住磁铁仓另一边的内壁, 然后用手向下弯曲盖板的另一边, 起子配合着向内轻轻的翘. 此时, 盖板的另一边就压入磁铁仓另一边的内壁了. 用起子将刚压入的一边压平, 然后再将盖板弯曲的部分压平, 此时, 盖板就装好了. 因为盖板是塑料的3D打印件, 一次性的, 不考虑取出盖板的问题. 如果要取出盖板, 就需要多打印几个盖板. 然后用尖嘴钳子剪断已经装入的盖板, 破坏性的拆除. 然后再换磁铁, 再压入新的盖板.【本文地址】